はじめに。
私は朝5時に座って仕事をします、そしてここにあなたに手紙が来ました。 人は3Dプリンターが印刷するための仕事を準備することはできません。 助けを求める。 その時見ましたか? ポリゴンは機能しません、Kislayserも、そして人は苦しんでいると思います、私に助けさせてください。 私の助けの結果は感謝とよく印刷された詳細でした。 それから判断すると、私は指を打たず、Simplifyでモデルに入力し、以前に構成したプロファイルを使用して印刷するためにモデルを準備しました。 しかし、朝5時に座って仕事をしていると、そのような些細なことでも気が散ります。
このマニュアルは Simplify3D V4 用に提供されていることに注意してください。 Simplify3D V5 は、バージョン XNUMX のすべてのプロファイルをサポートします。
インターネット、特にロシア語でまともな情報を見つけることができなかったので、私は自分のマヌルネコを書くことにしました。 ビデオがXNUMXつありますが、同僚がそれをどういうわけか長く長引いて説明しています(以下のビデオへのリンク)。 私はテキストの形で情報をとることに慣れていると思います。 老化し始めたようです。

また、番組の全機能を説明する別のビデオを録画するよう繰り返し求められましたが、テキスト記事を書くことにしました。 どうして? 何か忘れてしまった方が便利だからです。 例としてmacOSバージョンを使用しています。
[29.05.2023/XNUMX/XNUMX 更新] - 別ドメインで立ち上げられたオンラインスクールの一環としてビデオ全体を録画しました。
はじめに理由から始めたい:なぜ私が使うのか Simplify3D.
- プログラムは非常に使いやすいです。
- コードの準備速度に関しては、これに匹敵するものはありません。
- 大きなモデルをうまく処理します(他のスライサーは永遠にぶら下がっています)。 ただし、コンピュータの能力は十分なはずです。 しかし、これはニュースではありません。 私たちが3Dモデルを扱っていることを理解する必要があります。 そのような作業のために、コンピュータはデフォルトで可能な限り強力でなければなりません。
- プロセスを操作する機能。 この記事の執筆時点では、アナログにはそのような機会はありません。 プロセスを使用すると、さまざまなレイヤーにさまざまな印刷パラメーターを設定できます。
プログラムを起動します。
それでは、始めましょう。 そして、プロファイルとは何か、プロセスとは何かを簡単に区別することから始めます。
プロファイルは、プリンタの基本設定(作業領域のサイズ、原点、押出機の数、さまざまな材料の温度条件、開始コード、終了コードなど)を含むベースファイルです。 これらはすべて、gコードの準備時に構成および変更できますが、基本設定はプロファイルから取得されます。
ただし、Gコードの準備を担当するのはプロファイルではなく、このプロファイルに割り当てられたプロセス、または必要に応じていくつかのプロセスです。 このプロセスでは、レイヤーの高さ、サポートの数、印刷速度など、他のすべての印刷パラメーターが設定されます。 プロファイルは0,3つだけであり、プロセスの数に制限がないことに注意してください。 たとえば、レイヤーの高さが0,2 mmのパーツの半分と、20mmのパーツの半分を印刷する必要がある場合です。 または、パーツの一部を50%、パーツをXNUMX%カバーする必要があります。
ほとんどすべての3Dプリンターで、プロファイルとプロセスを手動で作成できます。これについては、この記事で説明します。 読むのが面倒な場合、または状況によってこの記事の学習に時間を割くことができない場合は、準備されたプロファイルのリクエストをメールdmitry@kamonichkin.ruに送信できます。 残りはすべて、読み進めてください。
プログラムをコンピューターにインストールする方法がわからない場合は、Simplify3Dを学習することは予測されていないため、プログラムのインストールには焦点を当てません。
プログラムを開くと、メイン画面が表示されます。

写真では、各ボタンの意味を示しています。 学習プロセスを簡素化するために、各ボタンをクリックして、以前に3Dモデルをロードしてからどのように機能するかを試してみることをお勧めします。 3Dモデルをロードするには、「3Dリスト」セクションの「インポート」をクリックするか、モデルをプログラムウィンドウに愚かにドラッグする必要があります。

すぐに何をすべきですか?
Simplify3Dに切り替えて、他のスライサーで作業しました。 ほとんどすべての場所で、速度は3秒あたりのミリメートルで表示されます。 何らかの理由で、SimplifyXNUMXDでは、このパラメーターは他の単位で測定されます。 この病気を修正するには、設定に移動する必要があります。

残りのボタンを見てみましょう。
ユニット -測定システムの選択。 実際には、インチ(インチ)またはミリメートル(ミリメートル)で作業する方が便利な測定システムを選択します。
マウスのショルホイールのズーム方向を入れ替える -ホイールをスクロールする方向を変更して、モデルに近づいたり離れたりします。
マウスの中ボタンでビューをリセットします -マウスのホイール(または中央のボタン)を押すと、仮想フィールドのカメラが標準位置に戻ります。
アプリケーションの状態を保存および復元する -プログラムを終了するときにプログラムの状態を保存し、プログラムに入るときに復元します。
起動時に更新を確認する -更新の自動チェック。
マウス/キーボードショートカット -ホットキー。
設定タブに目を通しましょう:

エスプレッソマシン type -プリンタタイプ。 通常のデカルトプリンタの場合、デフォルトのままにします セルテシアンロボット、それぞれ、デルタプリンター用に選択します デルタ ロボット.
完成に向けてあなたの背中を押してくれる、執筆のための持続可能で本物のモーメンタムを作り出す。 音量 -印刷可能領域のサイズ。
Origin オフセット -ゼロオフセット。 Simplify 3Dを使用すると、エンドフィッティングの作業を調整できます。 一見役に立たないことですが、時にはそれは彼らの位置を明らかにする時間を節約することができます。
ホーミング 方向 -「ホーム」を配置します。 言い換えれば、軸の原点です。
フリップ ビルド テーブル 軸 -軸の方向を反転します。 プリンターを組み立てる際にステッピングモーターの巻線の極性が逆になっている場合は、プリンター制御盤のコネクターを再度圧倒しないように、チェックボックスをオンにしてこの機能を使用してください。
間の選択 Y —軸 is 垂直 и Z —軸 is 垂直 座標軸の左または右のトリプレットを選択することで構成されます。 これが行われたプリンターについては、推測すらできません。 Z —軸 垂直です ディフォルト。
プロンプトを表示せずに、ユニットシステムを修正するために自動的にスケーリングします -選択した測定単位系の自動スケーリング。
インポート後、モデルを中央に配置して配置します -ロードされたモデルをプラットフォームの中央に配置します。
インポートされたファイルから独立した通常のCalculte -インポートされたファイルからの通常の独立性の計算。
三角形の前面のみを表示(カリング) -モデルが描画される三角形の前面のみを表示します。
Gコードプレビュー品質 -スライス後にモデルを表示する前に品質を選択します。それぞれ、高-高品質、低-低品質です。
スライス後にプレビューを自動的にロード -プレビュー用にスライスした後のモデルの自動出力。
仮想環境にビルドテーブルを含める -仮想環境でのテーブルの表示を有効にします。
押出機の後退の動きを表示する -プレビューモードで押出機の動きの表示をオンにします。
機械の動きをプレビューで表示 -印刷中の押出機の動きの表示をオンにします。
プレビュー中にツールヘッドを表示する-印刷中にツールバーを表示できるようにします。
頂点バッファサイズ(詳細) -モデルポイントバッファのサイズ。
カラー設定 -色の設定。
デフォルトのモデルカラー -モデルの色。
選択したモデルの色 -選択したときのモデルの色。
サポート素材の色 -サポートカラー。
Gコードの準備(3Dプリンター用の制御ソフトウェア)
プロセスの作成とカスタマイズ
3Dプリンターのコードを準備するには、最初にプロセスを作成する必要があります。 これを行うには、「プロファイルリスト」ブロックで「追加」をクリックします。

プロファイルとプロセス設定のセットが目の前に開きます。 設定の完全なセットを開いておらず、一部のみを開いている場合は、ボタンをクリックします 高度な表示..。 いいえ、もちろん、プロフェッショナルモードではなくユーザーモードで3Dプリンターを使用できますが、なぜSimplify3Dが必要なのですか? 結局のところ、これは電子レンジではありません。 パラメータと設定が異なると、パーツの結果とプロパティが異なる場合があります。
ここでのポイントは、ノズル直径の設定を設定することです- ノズル 直径、押し出し係数は 押出加工 乗数 溶融フィラメントの実際の押し出し幅- 押出加工 幅(Width)、それぞれについて。 押出機を区別するには、それぞれが独自のインデックスを作成する必要があります- 押出機 ツールヘッド インデックス..。 実際の押し出し幅の値を正しく設定する方法(押出加工 幅(Width))読み込み 別記事.
にじみ コントロール -ノズルからのプラスチックの流れの制御。
撤回 -プラスチックの引き込み。 オンにして構成する必要があります。そうしないと、モデルがsnotになり、スライサーが計算する間違った場所でスレッドが捕捉されるなどです。
撤回 距離 -引き込み式の長さ。 パラメータは、フィラメントの製造元から押出機デバイスまで、多くの要因に依存するため、個別に構成されます。
追加の再起動距離 -所定の値への整流後のプラスチックの追加の押し出し。
引き込み垂直リフト -ノズルの高さを持ち上げて、ある印刷場所から別の印刷場所に移動します。 印刷されたプラスチックが溶けるのを防ぎます。
撤回 速度 -後退速度;
海岸 at 終わり -印刷終了後の撤回の包含;
惰性 距離 -印刷終了後の収縮の長さ。
ワイプ ノズル -印刷開始時に、プラットフォーム上でウォームアップしたときに、漏れたプラスチックからノズルを拭き取ることが含まれます。
ワイプ 距離 -このワイプの長さ。
レイヤータブ

層 設定 -レイヤーパラメータの基本設定。
プライマリー 押出機 -押出機の番号/名前。 プリンターに複数の押出機がある場合は、それぞれに独自のレイヤーパラメーターを設定できます。 たとえば、複雑な形状のモデルを印刷していて、追加のサポートが必要な場合、理想的なオプションは、より大きな直径のノズルを備えたPVA(wiki)プラスチック(水に溶解)でモデルを印刷することです。時間を節約するために、より高い層の高さ。
一次層の高さ –レイヤーの高さ。 層の高さが低いほど側面の品質が高いことは容易に推測できますが、3Dモデルの作成期間は正比例して長くなるため、各パーツの中庸の種類を決定する必要があります。 、そのさらなる目的を考慮に入れて;
トップ コールテン 層 -パーツの上層の数。
ボトム コールテン 層 -パーツの下層の数。
アウトライン/周囲 シェル -パーツの側面パーツ(壁)の「シェル」の数。
アウトライン リーダーシップ -レイヤーを印刷する方向。 XNUMXつのオプション: 内部 でる -最初に内側、次に外側、 外で -逆に、最初に外側の部分、次に内側の部分。 さまざまな方向に印刷しようとしましたが、視覚的な違いはありません。理論的には、「保持」による外殻の変形が除外されているため、最初のオプションの方が優れています。
印刷物 島々 順次 無し 最適化 -最適化なしの「島」の順次印刷のモード。
単発講座 アウトライン コルクスクリュー printing モード(花瓶 モード) -このモードを有効にすると、ロードされたモデルは、壁の厚さがXNUMXノズルパスの「空のバレル」になり、印刷自体は、垂直Z軸に沿って連続的に上昇するスパイラルで実行されます。花瓶モードとは何ですか。 ここで.
名 層 設定 -第XNUMX層の設定。 パラメータは、公称レイヤー高に関連して設定されます プライマリー 層 高さ;
名 層 高さ -最初のレイヤーの高さの値。
名 層 幅(Width)-比例幅。 印刷された置物は、最初の層が突き出ているという形でわずかな特徴があります。 これは、プラットフォームへのモデルの良好な接着を確実にするために、下の層がより汚れているという事実によるものです。 このパラメーターを減らすことにより、この機能を取り除くことができます。
名 層 速度 -最初のレイヤーの印刷速度。 このパラメータは、プラットフォームへの第XNUMX層の接着品質にも大きく影響します。 シンプルで、速度が遅いほど、プラスチックのフィット感が良くなります。
開始 Points –印刷の開始点
ランダム start ポイント for を 周囲 -モデルの周囲から任意の開始点を選択します。
最適化 start ポイント for 最速 printing スピード -印刷速度を上げるために、印刷機の開始点を最適に選択します。
選択する start ポイント 最も近い 〜へ 特定の 場所 -指定されたモデルに最も近いモデルの周囲から開始点を選択します。
[追加]タブ

スカート 設定 -バイパスラインを設定します。 この線は、直接印刷する前にプラスチックを絞り出すために必要です。
含める スカート/つば -バイパスラインの包含;
スカート 層 -レイヤーの数、つまり高さ。
スカート オフセット -スカートがモデルのベースを超えて突き出る距離。
スカート 輪郭 -ライン数で表したスカートの幅。
Raft 設定 -いかだの設定;
含める Raft -いかだを有効にする。
Raft 層 -いかだの高さ、層の数によって設定されます。
Raft オフセット -いかだがモデルのベースを超えて突き出る距離。
Raft インフィル -いかだの層を埋める密度;
無効にします いかだ ベース 層 -メインラフトレイヤーのキャンセル。 これは直訳ですが、ここで何を意味するのかはまだわかりません。
プライムピラーを使用する -ゴミ箱を作成するための設定のブロック。 別の押出機で印刷する前に、ノズルを洗浄する必要があります。
プライムピラーエクストルーダー- どの押出機が洗浄に関与しているかを示します。
柱の幅- ごみ箱の正方形のセクションの幅。
柱の位置- プラットフォーム上のモデルに関連するゴミ箱の位置.
スピードマルチプライヤー -ゴミ箱の印刷速度。
にじみシールドを使用する -収縮特性のあるプラスチックで印刷するための部品の周りの外殻。
ウーズシールド 押出機- シェルを構築するために使用する押出機。
パーツからのオフセット シェルからモデルまでの距離です。
OozeShieldの概要 -シェルの周囲の数。
側壁形状 -シェルのタイプ。
側壁角度の変更 -サポート資料なしでプリンタが印刷する角度。
スピードマルチプライヤー -印刷用に指定されたケーシングの印刷速度。
インフィルタブ

充填設定はこのタブで設定します。 モデルが統合されておらず、これがほとんどの場合に発生する場合、モデルの内部構造によってその機械的パラメータが決まります。 標準設定では、モデルは通常非常に強力です。より大きな横方向の剛性が必要な場合は、これらの設定に注意を払う必要があります。
-基本的な充填設定。
インフィル 押出機 -部品の内部構造を印刷するために使用される押出機の選択。 XNUMX台以上の押出機を備えたプリンターをお持ちの方にとても便利な機能です。 この機能が役立つ場合の例は簡単です。 たとえば、高価な木製プラスチックからモデルを印刷する必要があります。それを保存するには、内側の見えない部分を通常のABSで印刷できます。これにより、部品の最終的なコストが大幅に削減され、強度が増します。
外部塗りつぶしパターン -内部線の形状の選択: 直線 -ストレートまたは 同心円 -XNUMXつの中心を持つ半径と円。
インテリア 埋める パーセンテージ -内部の充填密度;
アウトライン 重複 -周囲のオーバーラップを塗りつぶします。 インフィルは、周囲の幅を、このポイントに設定されているパーセンテージの値に感染させます。;
インフィル押し出し幅 -充填時の材料供給;
最小 インフィル 長さ -インフィルメッシュセクションの最小長。
コンバイン インフィル あらゆる -特定の数のレイヤーを介した充填グリッドの広がり。
含める 固体 横隔膜 あらゆる -特定の数のレイヤーの後に、モノリシックレイヤーの印刷を有効にします。 このパラメータは、3Dモデルの剛性を高めることができます。
内部充填角度オフセット -内部充填の角度
外部インフィル角度オフセット -外部充填の角度
[サポート]タブ

サポートによって知られていない人は、空中に吊るされた3Dモデルの要素の下に耐力構造を印刷することを意味します。 あなたはサポート構造が何であるかについてもっと読むことができます 別記事.
生成する サポート 材料 -サポートの生成を有効にします。
サポート 押出機 -サポートを印刷するための押出機の選択。 この関数の機能については、 一次押出機忘れた場合は、上記をもう一度お読みください。
インフィルの割合をサポートする -サポートの密度。 それらをモノリシックに印刷しないでください。
余分 インフレーション 距離 -サポートの周囲の距離は無料になります。
ベースレイヤーをサポート -サポートがうめき声から外れないようにするには、ベースのレイヤー数を設定する必要があります。
組み合わせる サポート すべてのレイヤー -各サポートラインをグループ化します。
密集 サポート 層 -塗りつぶされたレイヤーの数の選択。
密集 インフィル パーセンテージ -充填された層の密度;
サポートタイプ -どこからでも、またはテーブルからのみ選択できるXNUMXつのオプション。 XNUMX番目のオプションを選択する場合、サポートはモデルの最上階から構築されません。 モデルを工芸品で台無しにしたくない場合に役立つことがあります。 モデルの適合性が正しいかどうかを確認してください。
サポート 柱 解像度 -サポートとして機能する列のサイズ。
最大値 張り出し 角度 -サポートが生成される突出要素の最大角度。
水平な オフセット パーツ -サポートの水平分岐が可能な距離。
アッパー 垂直 分離 層 -上向きに垂直に分岐できるレイヤーの数。
低くなる 垂直 分離 層 -下からの垂直分岐が可能なレイヤーの数。
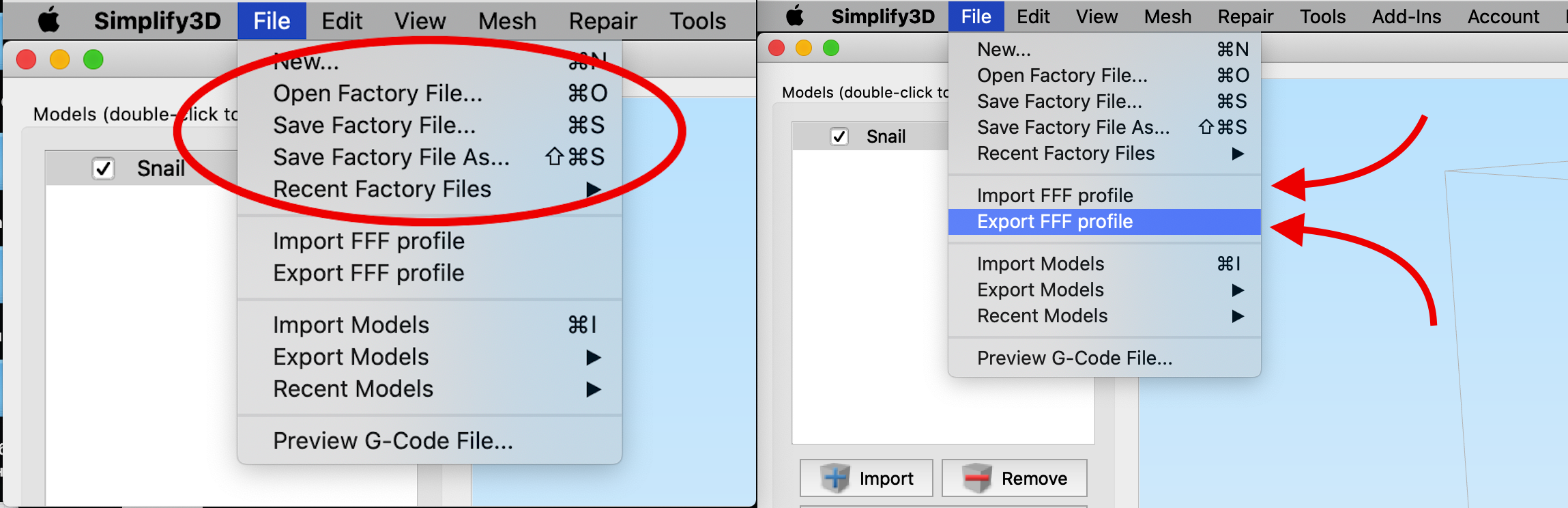
FFFプロファイルとファクトリファイルの設定。
この時点で重要なのは、FFFプロファイルとファクトリファイルの違いを理解することです。 そして、これとそれは設定のセットです。 FFFプロファイルの場合、ファイルには3D印刷パラメーターのセット(ノズルの直径、材料、品質、温度)が含まれています。 ファクトリファイルには、3Dプリンター自体のパラメーター(フィールドサイズ、スクリプト、座標)が含まれています。 あるプリンタから別のプリンタに作業フィールドを転送する場合は、最初にファクトリファイルを転送してから、プロファイルを使用して3D印刷設定をインポートおよびエクスポートできます。 これを行うには、プログラムの最上行にあるボタンを使用します。
読み込まれたSimplify3Dプログラムでプロファイルを適切に設定する方法 別の投稿.
[温度]タブ。
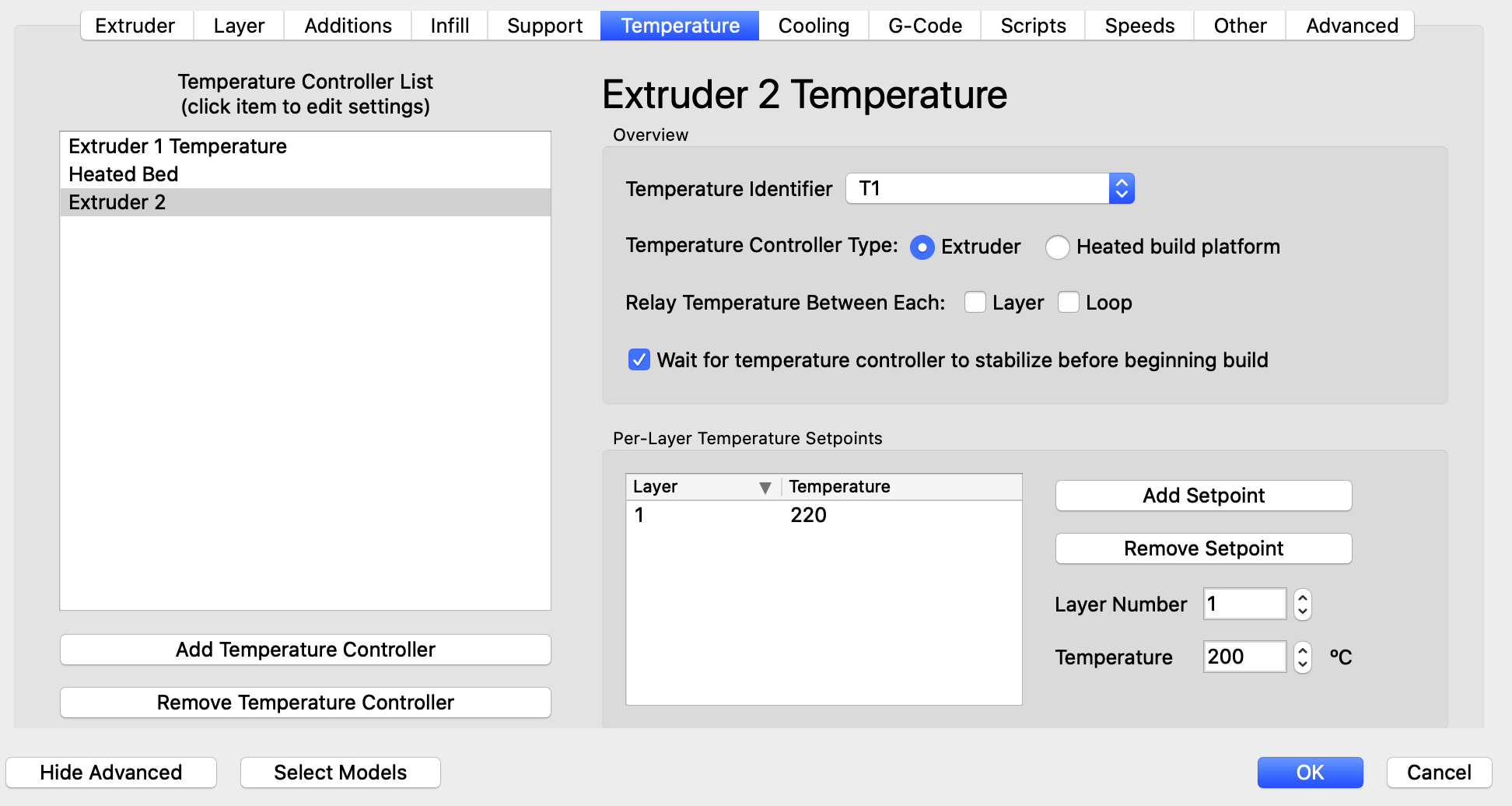
このタブでは、押出機と加熱プラットフォームの動作の温度モードを構成する必要があります。
温度 コントローラー リスト -押出機またはプラットフォームに追加された構成のリスト。
温度 識別する -温度センサーの識別子の選択。
温度 コントローラー タイプ -温度コントローラーのタイプ: 押出機 -押出機または 加熱した プラットフォームを構築する -暖房プラットフォーム。
リレー 温度 の間に 各 -制御のための温度要求が発生する頻度の選択: 層 -各レイヤーまたは ループ -各サイクルを通じて;
待つ for 温度 コントローラ 〜へ 安定させる 初め ビルド -温度を安定させるために、印刷開始前の遅延を含める。
あたり—レイヤー 温度 セットポイント -ここでは、各レイヤーの温度を選択できます。 たとえば、ABSプラスチックで印刷する場合は、最初の層に240°C、残りの層に220°Cを設定します。 このようにして、プラスチックは非常によく接着し、層はより滑らかになります。
層 数 -レイヤー番号;
温度 -プリンタが特定のレイヤーで維持する温度。
冷却タブ

このタブでは、強制気流ファンのパラメータを設定します。
あたり—レイヤー ファン コントロール -温度と同じように、ここではブロワーファンの速度に特定の値を設定できます。
層 数 -レイヤー番号;
ファン 速度 - ファン回転速度;
ブリップ ファン 〜へ フル 電力 いつ の増加 から アイドル -プリンタがアイドル状態のとき、つまりファンの速度を最大にします。 印刷が終わったとき。
ファン オーバーライド-ファン速度のリセット。
増える ファン スピード for 層 以下 -印刷時間が設定時間値より短いレイヤーのファン速度を上げます。
最大 冷却 ファン スピード -最大ファン速度;
ブリッジング ファン スピード オーバーライド -ブリッジを印刷するときのファンの速度。
Gコードタブ

G —コード オプション – パラメータ G-コード
5D ファームウェア (含まれるもの E —寸法) – 有効化 G-コード с 5-ю 変化 パラメーター. それ 3 メジャー 軸 и 2 押出機.
相対 押し出す 距離 -押し出しの相対距離
次を許可します。 ゼロ化 of 押し出す 距離 (すなわち、 G92 E0) – 許可証 ゼロ化 距離 押し出す;
含める M101 / M102 / M103 コマンド -コマンドM101 / M102 / M103を有効にします。
ファームウェア サポート 「スティッキー」 パラメータ -GおよびMコードに関連しないパラメーターの包含。
ツールヘッドオフセットをGコード座標に適用します -変位がある領域でもツールを移動できるようにします。
オフセット -設定値による初期値のオフセット。
このタブのウィンドウの右側に、マシン設定(設定で複製)
[スクリプト]タブ

このタブには、プリンタが実行する必要のあるコマンドが含まれています。
スクリプトの開始 -印刷の開始時。
レイヤー変更スクリプト - На それぞれ 層;
整流 脚本 - リトラクト付き。
ツール変更スクリプト - 道具;
終了スクリプト -プレスの終わりに。 ここにコマンドを書くと便利です。たとえば、頭がゼロの位置に駐車し、プラットフォームができるだけ動くと書いたので、完成したモデルを撮影するのに非常に便利です。
コマンドはどういう意味ですか? ここで、そして私は最も人気があると思います。
チーム自体はグループに分けられます:
G -準備(基本)チーム;
М -補助(技術)チーム。
これらのコマンドにはパラメーターがあります。
X -X軸に沿った軌道点の座標[G0 X100 Y0 Z0]
Y -Y軸に沿った軌道点の座標[G0 X0 Y100 Z0]
Z -Z軸に沿った軌道点の座標[G0 X0 Y0 Z100]
E -プラスチックの押し出し点の座標[G1 E100 F100]
P -コマンドパラメータ[M300 S5000 P280]
S -コマンドパラメータ[G04 S15]
F -コマンドパラメータ、送り(速度)[G1 Y10 X10 F1000]
G-コマンド
G0 -アイドリング、工具操作なし[G0×10]
G1 -XYZE軸に沿った協調的な動き[G1×10]
G4 -数秒で一時停止[G4 S15]
G28 -チームホーム-頭を駐車する[G28 Y0 X0 Z0]
G90 -絶対座標を使用する[G90]
G91 -相対座標を使用する[G91]
G92 -現在の目標位置を設定します[G92]
説明:
相対座標 現在の頭の位置を基準にした座標です。
たとえば、頭がX10 Y10の位置にある場合、コマンドが与えられたとき G91
G1 X10 F1000、ヘッドはX軸に沿って10の速度で1000mm移動します。
このコマンドは実行できます много ファームウェアの「ソフト」制限に達する前に。
絶対座標 -これらは、作業領域に厳密に固定された座標です。
コマンド実行時 G90 G1 X10 F1000 -ヘッドは10の速度でX1000座標に移動します。
コマンドは実行されるだけです 1 回
通常のコマンド
M0 -一時停止して、LCDディスプレイのボタンが押されるのを待ちます(ファームウェアでULTRA_LCDパラメーターが設定されている場合に機能します)[G0 X10 Y10 Z10 M0]
M17 -モーターに電流を流します(モーターは手で回転しません)
M18 -モーターから電流を除去します(モーターは手で回転させることができます、M84のアナログ)
M42 -連絡先を管理するARDUINOMEGA 2560 [M42 P4 S255]
M80 -電源オン、ATXのみ-電源装置
M81 -電源オフ、ATXのみ-電源装置
M84 -すべての軸をオフにします(停止後のモーター)[M84 S10]
M112 - 緊急停止
M114 -現在の座標を取得します
M115 -ファームウェアバージョンを取得します
M117 -画面にメッセージを書く[M117 ハローワールド]
M119 -リミットスイッチのステータスを取得します
M300 - 音を出す [M300 S5000 P280]
SDカードコマンド
M20 -SDカードの読み取り(ファイルリストの読み取り)
M21 -SDカードを初期化します
M22 -SDカードを使用する
M23 -SDカードからファイルを選択[M23ファイル名.gcode]
M24 -SDカードからの印刷を開始/再開します
M25 -SDカードからの印刷を一時停止します
M26 -SDカードの位置をバイト単位で設定します[M26S12345]
M27 -SDカードからの印刷状況を確認する
M28 -SDカードにファイルを書き込む[M28ファイル名。 gcode]
M29 -SDカードへのファイルの書き込みを終了します
M30 -SDカードからファイルを削除します[M30ファイル名。 gcode]
M31 -最後のM109から経過した時間の値を取得します
M32 -SDカードからファイルを選択して印刷を開始します[M 32 /パス/ファイル名#]
M928 -SDカードへのロギング[M928ファイル名。 gcode]
押出機
M82 -押出機を絶対座標系に設定します
M83 -押出機を相対座標系に設定します
M104 -押出機が特定の温度に加熱するのを待つ[M104 S190]
M105 -押出機の現在の温度を取得します[M105 S2]
M106 -部品を吹くファンをオンにする[M106 S127]-パワー50%
M107 -部品を吹いているファンをオフにします[M 107]
M109 -押出機を加熱し、温度を維持します[M109 S215]
Стол
M140 -テーブル温度を設定します[M140 S65]
M190 -テーブルを加熱し、温度を保持します[M190 S60]
PID M301 -PIDパラメータをEEPROMに書き込みます[M301 H1 P1 I2 D3]
ここで、H0-テーブル、H1-押出機
M302 -冷間押し出しを許可する[M302 P1].
M303 -PIDキャリブレーションプロセスを開始します[M303 E-1 C8 S110]
ここで、E-1-テーブル、E0-ホットエンド、C8-試行回数、S-温度。
M304 -テーブルのPIDパラメータを設定します[M304 P1 I2 D3]
EEPROM- マイクロコントローラの内部メモリ(オフにするとクリアされません)
M500 -パラメータをEEPROMに保存します
M501 -EEPROMからパラメータを読み取ります
M502 -EEPROMパラメータをリセットします
フィラメント
M200 -フィラメント径を設定します[M200 D1.128]
M600 -フィラメントの交換。
[速度]タブ

速度 -あらゆる種類の速度を設定する
デフォルトの印刷速度 -全体的な印刷速度。
概要アンダースピード -モデルの外側部分の印刷速度、合計速度のパーセンテージ。
ソリッドインフィルアンダースピード -モデルのモノリシック部分の印刷速度、合計速度のパーセンテージ。
サポート構造の速度不足 -印刷速度、合計速度のパーセンテージをサポートします。
X / Y軸の移動速度 -X軸とY軸に沿った最大速度。
Z軸移動速度 -Z軸に沿った最大速度。
速度 オーバーライド -速度をリセットします。
Adjust printing スピード for 層 以下 -印刷時間が設定時間値より短いレイヤーのファン速度を変更します。
次を許可します。 スピード 削減 ダウン 〜へ -設定値以上の速度低下の許可。
その他のタブ

フィラメントの特性 - パラメータ プラスチック;
フィラメントツールヘッドインデックス- 材料パラメータを編集するためのツールの選択。
フィラメント径 - 直径;
フィラメント価格 -キログラムのコスト。 この値から、スライス後のプログラムがモデルのおおよそのコストを計算して提供します。
フィラメント 密度 - 材料の密度。
ブリッジングブロック -印刷ブリッジの設定。
サポートされていないエリアのしきい値 -指定された領域よりも大きいモデルの「ぶら下がっている」要素は、プログラムによってブリッジとして認識されます。
ブリッジ押出乗数 -ブリッジを印刷するときの押し出しの乗数。
ブリッジング速度乗数 -ブリッジを印刷するときの速度乗数;
固定ブリッジインフィル角度を使用する -ブリッジの押し出しには固定角度を使用します。
ブリッジ設定を境界に適用します -境界へのブリッジの設定を使用します。
横サイズ補正 -水平サイズ補正;
Блок トールチェンジリトラクト -工具交換の設定を撤回します。 これは、最初のタブのrectactと同じ方法で構成されます。
詳細設定タブ

レイヤーの変更 -このプロセスの操作の設定のブロック。 Z軸に沿った特定の高さからおよび特定の高さに調整可能。
薄壁の挙動 -薄壁を印刷するための戦略。
外部薄肉タイプ -外周戦略。 XNUMXつのオプション、周囲のみを印刷するか、可変押し出しを使用します。
内部薄肉タイプ -内部境界戦略。 前の段落と比較して、もうXNUMXつのオプションが追加されました。通常の塗りつぶしを印刷することです。
許容される周囲のオーバーラップ -境界が指定されたパーセンテージだけ互いに「オーバーラップ」することを許可します。
単一の押し出し -可変押し出し設定。
最小押し出し長さ -最小の長さ
最小押し出し幅 -最小幅
最大押し出し幅 -最大幅
エンドポイント延長距離 -他の繊維との結合強度を高めるために、可変押出ラインの長さを片側と反対側に何ミリメートル延長するかを決定します。
にじみ制御動作 -追加のセルフフロー設定
オープンスペースを横切るときにのみ引っ込める -空きスペースを通過する場合にのみ強制的に撤回
層間の強制収縮 -層間の強制収縮
最小トラベルファーリトラクション -rectactの最小移動(収縮)
ワイプ移動中に収縮を実行します -拭き取り中に糸を強制的に引っ込める
最外周の押出機のみを拭きます -外周のみでノズルを拭きます
運動行動 -動きの修正
旅行の動きのために輪郭を交差させないでください – 移動時に部品が交差するのを防ぎます
最大許容迂回係数- 外向きのパスに沿って移動するときのパスの最大伸長因子。 作業ストロークが十分でない場合でも、動きはモデルのプラスチックに到達します。
スライス動作 -追加のスライサーオプション
非マニホールドセグメント -無関係なセグメントとピースは、破棄(破棄)または修復(修復)することができます
すべてのアウトラインを単一のソリッドモデルにマージします -モデルから不要な穴を削除します
同時に複数のプロセス
3つのXNUMXD印刷セットアップで複数のプロセスを実行するには、プロファイルリストにプロセスを作成する必要があります。 作成後、各プロファイルの詳細設定に移動し、[レイヤー変更]ブロックの[印刷の開始]および[印刷の停止]パラメーターを使用して、Z高さに対するこのプロセスの操作間の距離を選択する必要があります。
Gコードの確認
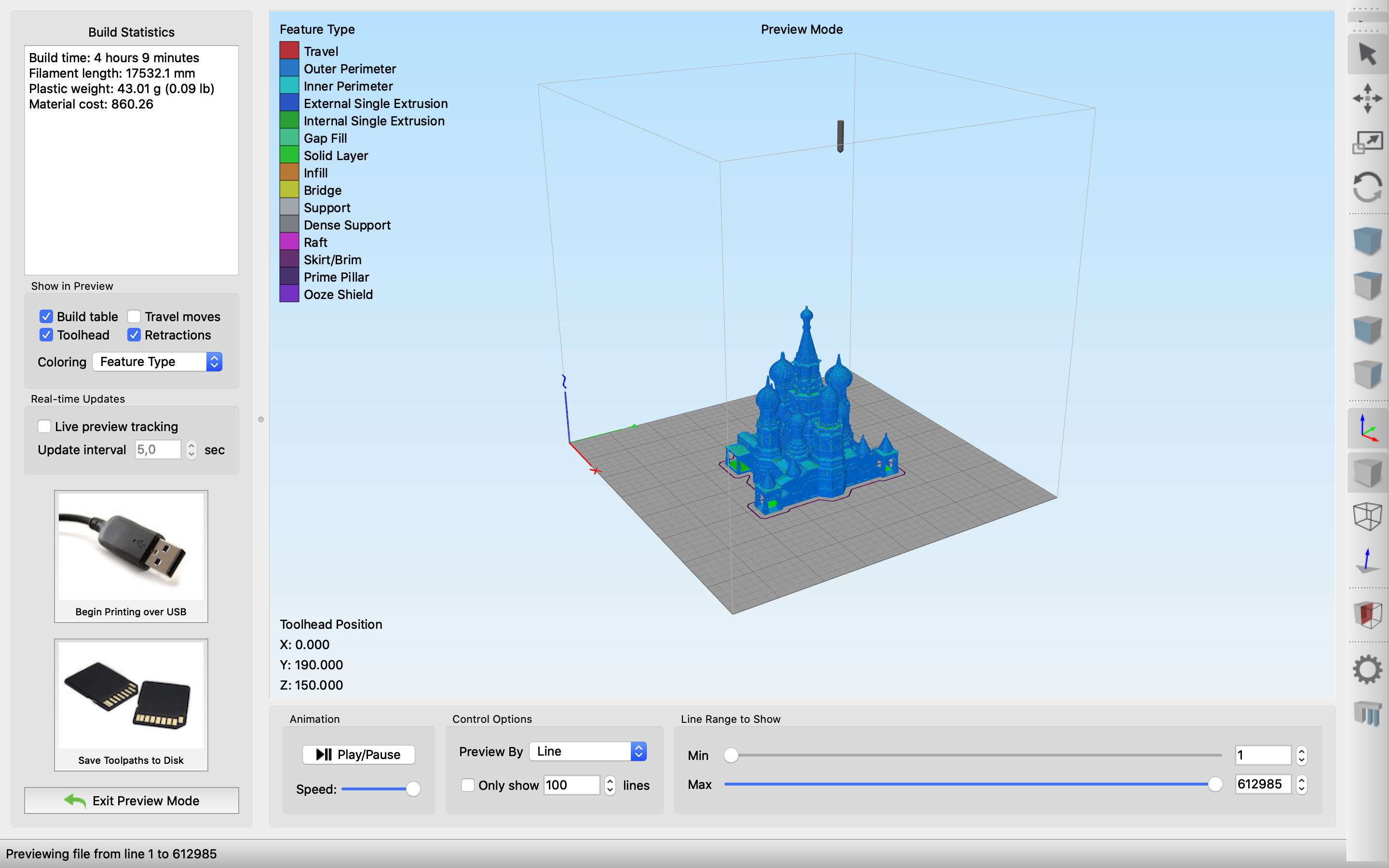
Блок アニメーション -3D印刷プロセスのアニメーションを開始し、アニメーション速度を選択できます。
Блок 制御オプション -3D印刷ラインまたはレイヤーを選択的に表示することを選択できます。
Блок 表示するライン範囲 -前のブロックから表示範囲を選択できます。
Блок プレビューで表示 -プレビュー表示モード。 ビルドテーブル プラットフォームの表示を有効または無効にし、 ツールレット ツールの表示のオンとオフを切り替えます。 引き込み リトラクトポイントの表示のオンとオフを切り替えます。 旅行の動き アイドル状態の動きがある場所が表示されます。
このブロックでは、私個人としては、最後のポイント(旅行の動き)最も便利です。 どうして? 3Dプリンターのリトラクトパラメーターを誤って設定した場合、これらは次の場所になります。
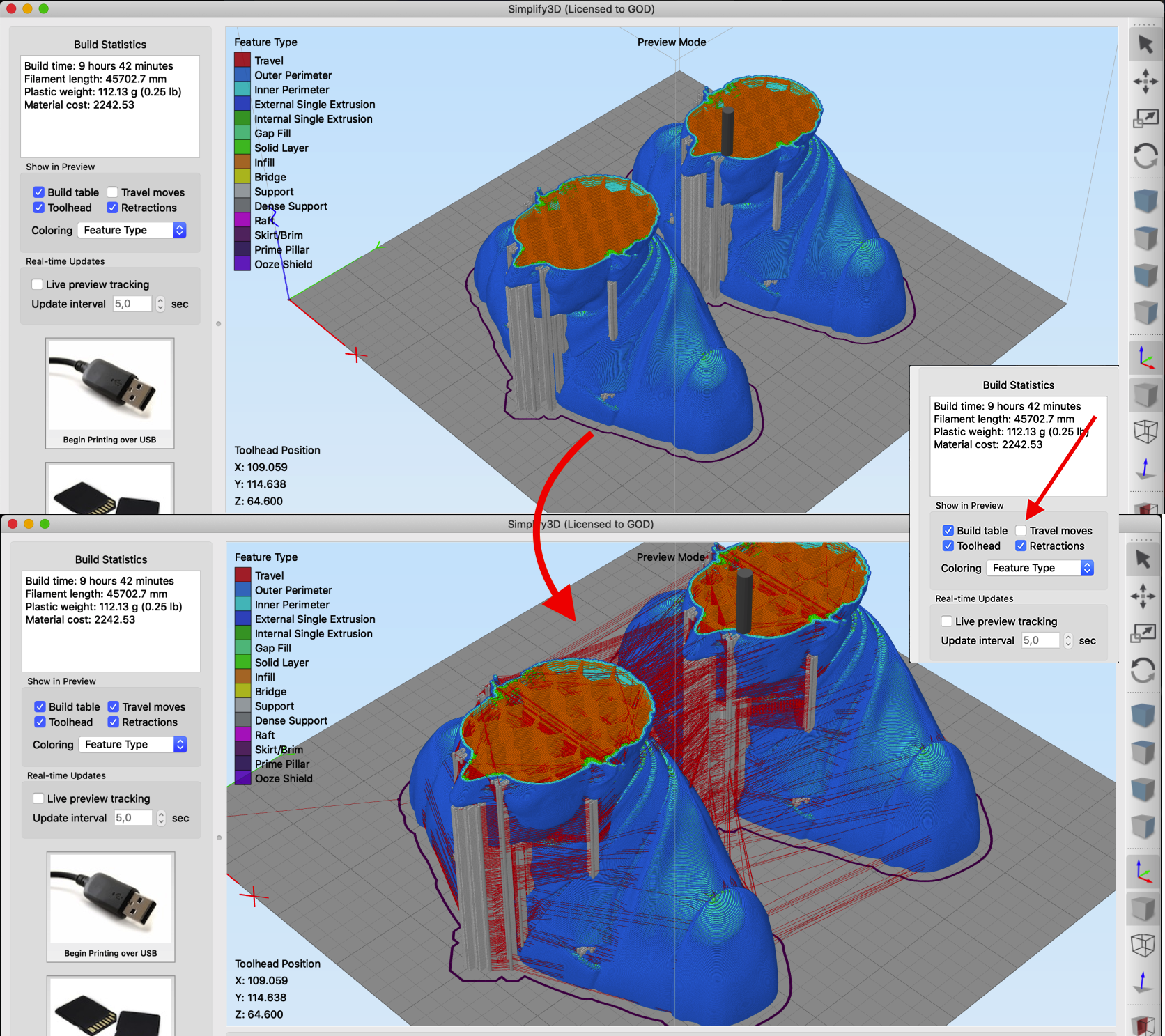
赤い線は、押出機のアイドル速度の線です。
補足
ポリゴンメッシュの操作
[メッシュ]タブで、メッシュを操作するための設定を行います。

私が抱えていた一般的な問題は、ミラーリングに関してファイルを誤って開くことでした。 この瞬間をチェックしてください!
集合住宅の印刷に非常に役立つもう4つのポイントは、テーブル上のモデルのコピーです。 テーブルに4個置くために、生徒のXNUMX人がどのように作業するかを見ました。 同一のモデル、これらのモデルをXNUMX回ウィンドウにドラッグしました。 したがって、私はこの瞬間に焦点を合わせることにしました。 モデルのコピーを複数作成してXNUMXつのテーブルに配置するには、この関数を使用する必要があります。
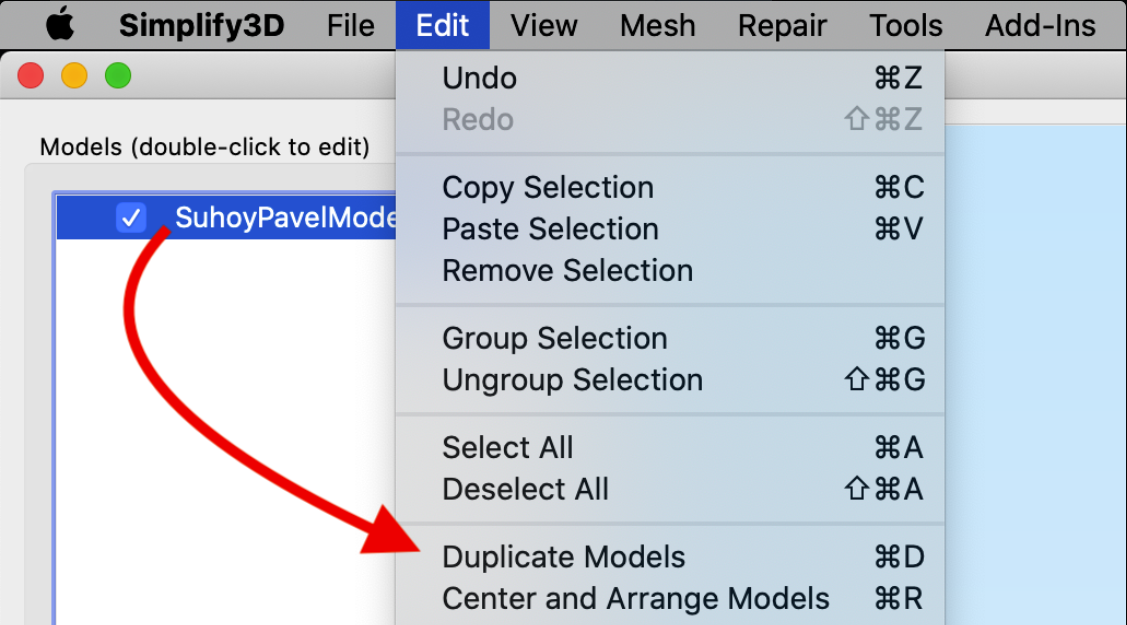
次に、テーブルに表示したいコピーの数を取得する必要があります。
制限事項
残念ながら、これまでのところ、プログラムは境界の特定のセクションのレイヤーの高さを設定できません。 たとえば、内周の3倍の薄さのレイヤーの高さで外壁を印刷します。 私はSimplifyXNUMXDを支持する手紙さえ書きました。 そして彼らは私に答えをくれました! ページの下部を参照してください。
出力
最高のプログラムですが、もっと良いプログラムがある場合は、dmitry @ kamonichkin.ruまでご連絡ください。
ご不明な点がございましたら、この記事へのコメントをお書きください。 答えようと思います。
PS Simplify3D が答えを出しました。 そして、私は彼が本当に好きでした。 完全に、しかし部分的には問題を解決します。
私は翻訳します:
こんにちは、
申し訳ありませんが、今は違います。 周囲とは異なる高さでインフィルを印刷できます。 これは、ベースレイヤーの高さの間隔である必要があります。 [塗りつぶし]タブには、[_レイヤーごとに塗りつぶしを印刷]というオプションがあります。
ありがとう、Simplify3Dサポート
















著者: Studia3D アグリゲーター
からのより多くの記事 Studia3D アグリゲーター