インダクター本体を鋳造するための3D印刷型枠
3Dプリントを注文する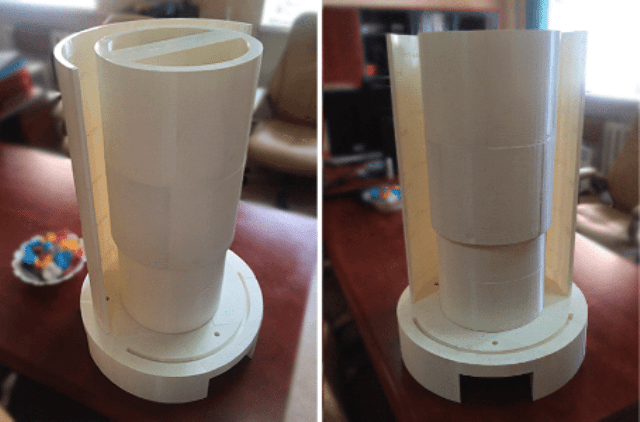
「Mosinductor」のプロジェクト
「Mosinductor」という会社は、誘導加熱のほとんどの産業上の問題の解決に取り組んでいます。 特に、同社のスペシャリストは、パイプベンドの製造、縦方向溶接パイプの製造、機械工学および工作機械製造用部品の熱処理、金属および合金の溶融のための「ターンキー」技術ソリューションを開発しています。
3Dプリントが選ばれた理由
このプロジェクトでは、予算内で可能な限り短い時間(10〜15日)でコンクリート型枠を作成する必要がありました。 金属から金型を製錬することは、プラスチックから鋳造するための金型を作成するだけでなく、非常に費用のかかるプロセスです。 代替案を評価した結果、価格性能比が最適であるため、3Dプリントを試すことにしました。

作業プロセス
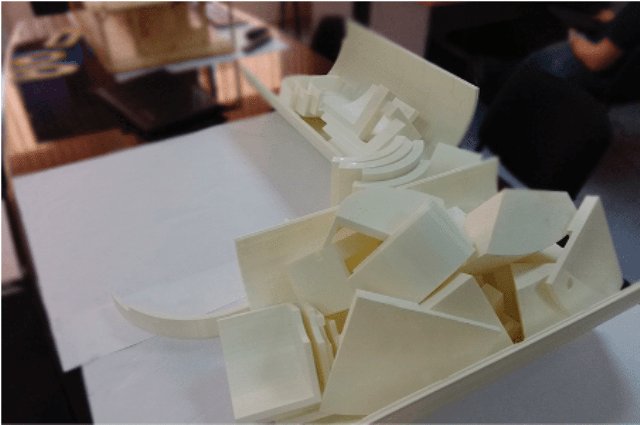
製造プロセスは、既存の図面に従って形状をモデル化することから始まりました。 3つのモデルが作成され、構造が折りたたみ可能になるように完成されました。型枠の内側部分にロックが追加され、上部にハンドルが追加されました。
フォームは、Prism PRO V2、Designer PRO 250、およびPICASO 3DDesignerのプリンターで作成されます。
ロゴ
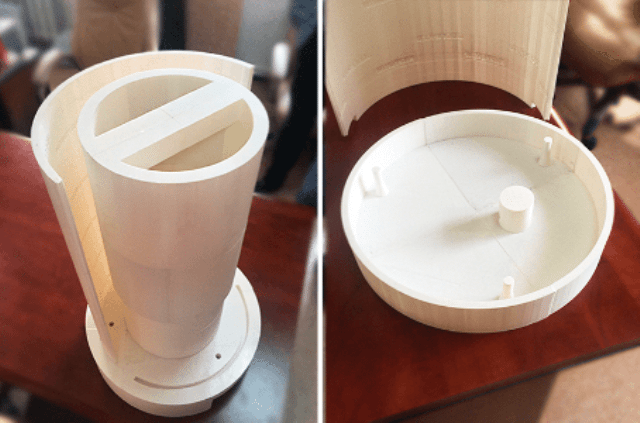
フォームの内側には、「Mosinductor」と「Mosinductor」という会社名が記載されています。 Studia3D、パーツがコンクリートから離れた後も残ります。
印刷には合計4日かかりました
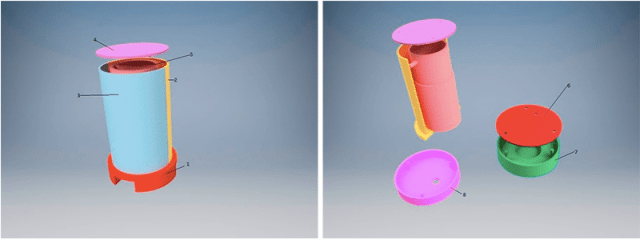
パーツNo.2とNo.3は、モノリシックである必要があり、かなり大きなスペースを占めるため、産業用プリンターで印刷されました。 残りのパーツは、Designer PRO250とPICASO3DDesignerでカットおよび印刷されました。 パーツNo.1は13パーツに、パーツNo.5は16パーツにカットされました。 残り(パーツNo.4、No.6、No.7、No.8)は4つのパーツにカットされました。
次に-正確さのために接着とテーピングを行い、次に-溝を揃えます。 接着剤が乾いた後、すべての深い継ぎ目を3Dペンで覆い、完全な状態になるまで(サンドペーパーとハンドドリルの両方で)研磨しました。 合計で、後処理には約2〜3日かかりました。





